近几年,各平台的电商化发展带动了食品市场需求的激增,越来越多的食品企业开始布局数字化升级。物流数字化是食品企业数字化转型中的重要环节,其柔性化的解决方案能够帮助企业降低物流成本、精准制定生产和经营计划,从而优化和再造业务流程,助力企业实现快速增长。本期新创融媒记者邀请到旷视机器人产品销售负责人李帅,针对食品仓储场景,深度结合Matrix8智能存取子系统为基础的解决方案,共同探讨现阶段我国食品企业生产储运环节的数字化转型趋势。
新创融媒:在食品饮料行业,作为新一代智慧物流产品和解决方案提供商,旷视机器人积累了丰富的行业经验,在贵司看来,食品行业具有怎样的趋势与特点?

食品仓储智能化转型的应用场景涵盖了智能存取,拣货、追溯与溯源、数据分析、加工自动化以及人机协作等方面。这些应用场景的实现,不仅提高了食品仓储的效率和准确性,也确保了食品质量和安全。旷视作为新一代智慧物流产品和解决方案提供商,我们认为食品行业的特点可以概括为以下几个方面:
1、 冷链需求旺盛:当前冷链作业环境恶劣,对人体健康有较大影响,消费者对冷链服务品质要求高,加快了食品企业对自动化,信息化,智能化迫切需求迫切。
2、 高流转:区别于其他行业,食品尤其是冷鲜产品,其保质期较短,快进快出和高流转率尤为明显,对仓储效率提出较高要求。
3、 品质管理严格,有效期、批次等食品安全管理,无论是维度的多样性和严格程度,均有高要求。
4、 高密度存储需求,以存量为主,以周转效率为主,对于空间和存储密度的需求有严格指标。
新创融媒:如今,伴随着电商发展与消费需求增长,越来越多的食品企业工厂自动化升级,贵司是如何以柔性物流方案,助力食品工厂节省人工成本、优化产线环节,实现数智化升级的?
李帅:智能化升级是个复杂的系统工程,亟待增加产能的企业通过智能化的数字平台,不仅仅能够加强企业管理,更能够进一步突破效率的瓶颈。旷视深谙食品工厂物流升级痛点,将自身的软硬件产品解决方案放在首位。

智能化柔性解决方案离不开智能软件的管理。作为领先的人工智能企业,旷视以河图管理软件为基础,通过AI算法加成,以高密度存储、高速度搬运,和高效拣选机器人等方案组合来实现仓库的高库存和高吞吐,成就了旷视Matrix8智能柔性化的存取解决方案,针对食品行业高流转的特点,在系统层面就要做到更加兼容,实现指定批次快速出库,解决方案针对客户行业在软硬件上有对应的解决点,很多时候传统通用的解决方案并不适合。
某内蒙马铃薯生产企业,其产品需要存储在零下18℃的库内,为帮助该客户在成品存储和管理方面降本增效,我们提供了旷视的核心产品-托盘四向车为主的新型智能柔性解决方案,极大的提升了仓库利用率,扩展了仓储空间,帮助客户减少50%的劳动人工数量,减少人工作业,提升产品生产品质。相比于传统的半自动化或人工仓,旷视托盘四向车为主的解决方案能够极大程度地提升库容和作业效率。
新创融媒:贵司的产品在食品行业有哪些应用,具有怎样的优势?
李帅:依托Matrix8模块化、易集成、柔性、高智能的特点,旷视至今已为多家大型食品行业企业提供了以Matrix8为基础的定制解决方案。如之前所述,食品企业的仓储有很多不同于其他行业的痛点,而旷视Matrix8解决方案在解决这些痛点方面具有特定的优势。
除了软件优势外,旷视产品硬件在食品行业的应用也具有一定的优势。比如在冷库中,自动化设备运行的稳定性及性能表现相较于常温库有着更大的挑战,以旷视托盘四向车为例,旷视托盘四向车系统早已获得权威认证机构SGS颁发的中国地区首张四向穿梭车系统CE圈指令认证证书,这标志着旷视四向车系统的整体技术能力与安全性能达到国际先进水平。同时旷视的产品能在零下25℃的环境下平稳运行,目前已经在多个冷库实施应用,产品经过多次升级迭代,其性能和稳定性处于行业领先水平。在旷视苏州工厂内,有我们自建的冷库测试仓,任何冷库车型在出厂前都会在冷库测试仓内模拟实际的运行环境进行全方位的测试,严格保证产品的质量。

除了食品行业通用的痛点外,不同的食品企业处于产业链不同的位置,拥有各自独特的业务形态,导致其仓储的流程和模式也千差万别。目前与旷视合作的知名企业来自食品产业链的上、中、下游,包括原材料供应商、生产商、食品零售商等,其产品形态各异、存储方式和业务流程各有特点。比如与国内知名食品集团合作的两个项目中,分别用于糖类原材料和粮油成品的存储,因其较为标准的容器和较少的品类,旷视的Matrix8智能存取系统融合了高密度的四向车存储系统和全自动的机械臂码垛,实现了超高密度托盘存储和高度自动化仓储作业;而在与一知名奶茶饮品企业项目中,因其高流转率的特点,对于流量要求较高,旷视的Matrix8四向车存储系统在帮助其实现70000多高密度储位的同时,也实现了600+托盘每小时的高流量。在与国际知名饮料生产企业的合作中,因其零售属性,旷视为其设计了上存下拣的方案,通过上层四向车系统实现高密度托盘存储,下层AMR系统实现多模态、高效率的订单拣选。
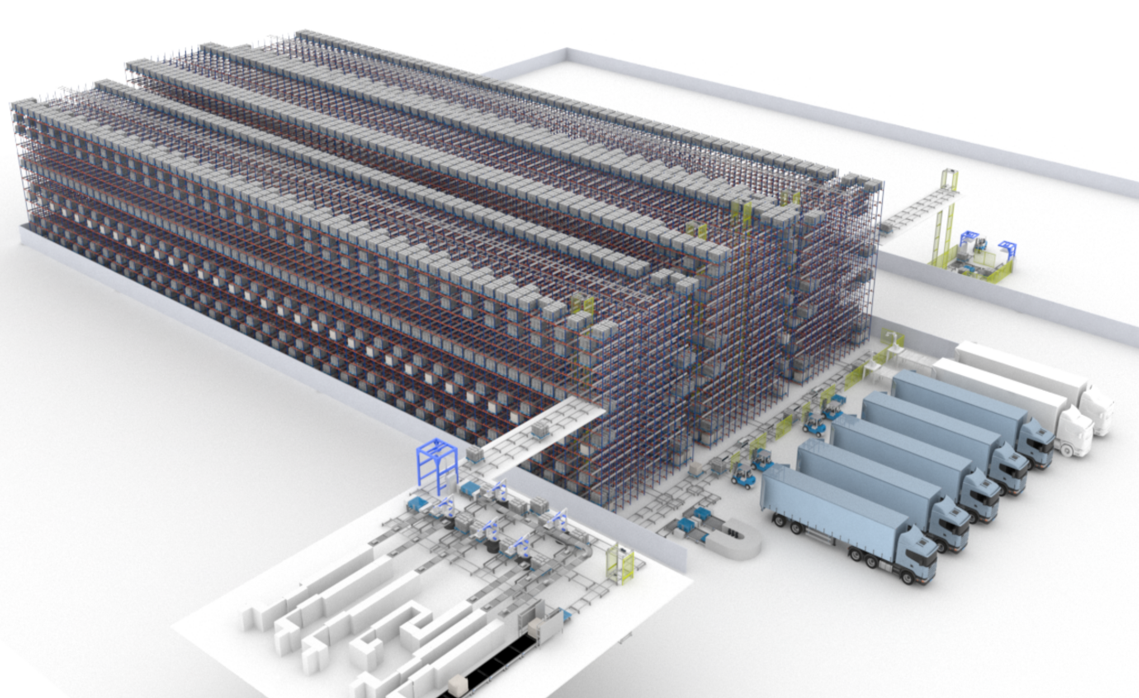
通过以上的案例,我们不难看出,旷视Matrix8智能存取系统由储存、搬运和拣选子系统组成,各个子系统可以像乐高一样自由组合,也可以根据客户不同的业务形态,进行模块化的拆分和设计,覆盖仓储的全物料,全容器,全流程作业,其优势不言而喻。
新创融媒:在食品行业的自动化布局推进过程中,是否存在哪些痛点、难点?
李帅:在食品仓储环节,库存管理是一个重要问题。食品种类繁多,规格不齐,造成食品在储存、包装和运输方面比其他产品更加复杂。库房存储混乱、库存不准确,可能导致在备货时找不到货物,增加了运营难度和成本。由于物流仓储属于劳动密集型场所,人越多意味着管理难度越大,在操作中产生问题的几率也越高,食品安全问题难以得到保障。当前的物流配送中心,能力上限瓶颈明显,由于所有的都作业环节都采取人力或半自动化,为了提升整体作业效率,往往需要增加更多的人,或者叉车等设备。但由于空间有限,人力的增加并不能达到线性的效率提升。很多时候,由于人员对货物布局、流程不熟悉以及经验不足,可能导致货物无法及时收进来、订单不能及时备货、货物无法准时发送出去,造成仓储物流效率低下。此外,没有信息化和系统化地做库存管理,导致食品未能够在效期,保质期内流转出去,造成损失。